为了让您更全面地了解我们的定海【当地】防撞护栏超产品在细节,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
以下是:定海定海【当地】防撞护栏超产品在细节的图文介绍

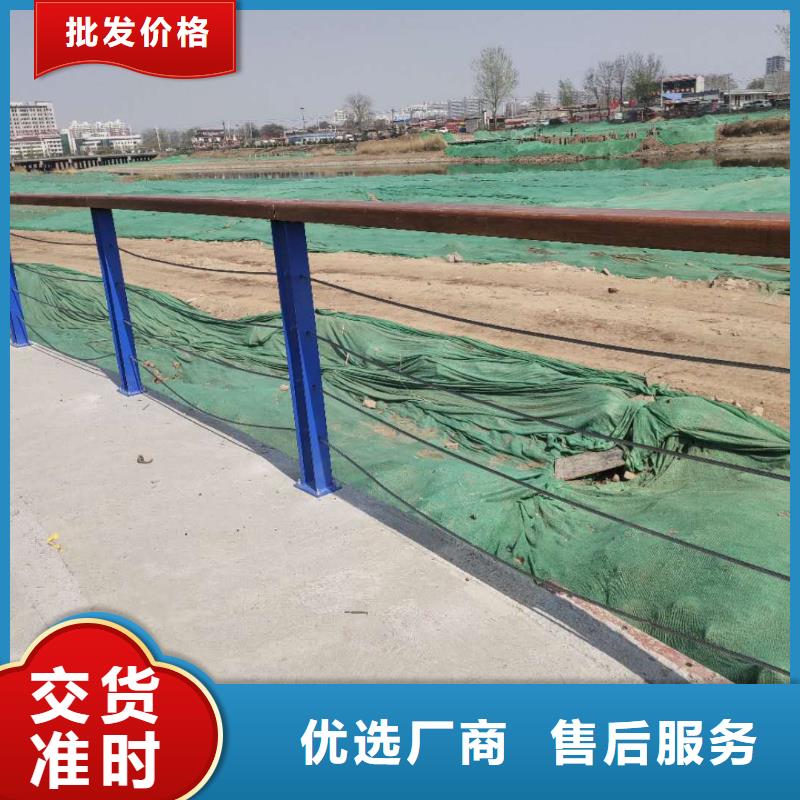
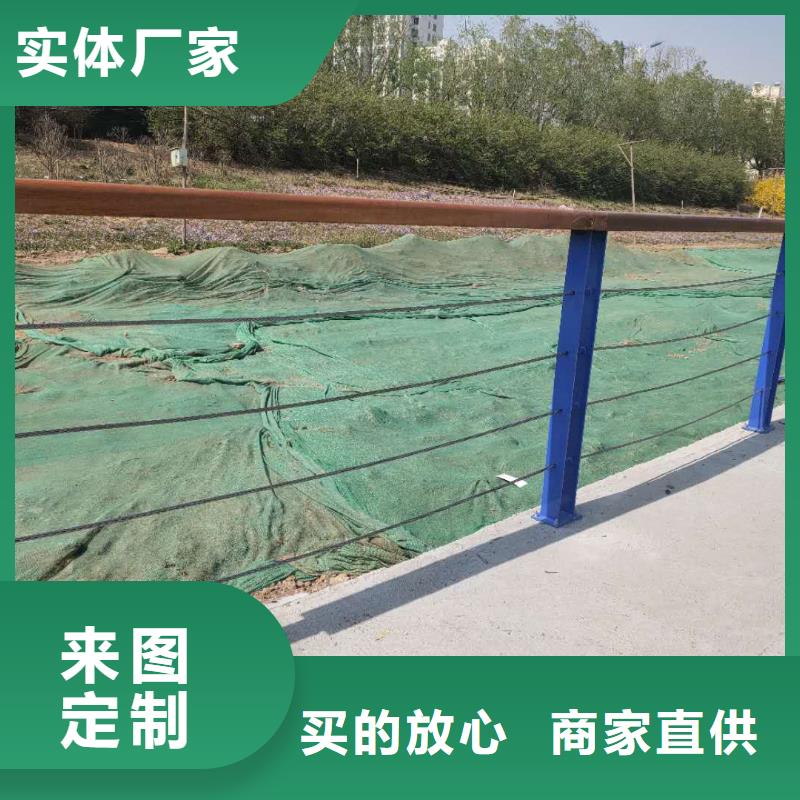
护栏是道路设施的重要组成部分.也是高速公路的主要耗钢部分。高速公路护栏又叫“波形梁护栏”“波纹板”等,是典型的冷弯型钢产品,也是重要的交通基础设施,高速公路是从80年代发展起来的,它对国民经济和社会的发展起着重要的影响作用。 是高速公路重要和保障设施。高速公路护栏包括护栏板和立柱,立柱间距一般为2米或4米,2米间距立柱主要在危险路段使用。高速公路标准段每公里用250块护栏板,立柱间距为4米,每公里用250根立柱,端头2个,柱帽250个,防阻块250个,连接螺栓250套,拼接螺栓2000套。 的立柱可能采用预埋形式,也可能是带底盘的立柱,的规格。根据钢结构冷弯型钢分会对部分高速公路和市政道路的调查、统计,估计每公里护栏用钢量(按护栏板+立柱用铜计算)约为90吨~100吨左右。依据公路行业规划目标和公路行业的运输需求情况(旅客运输需求量和货物运输需求量),后两年,高速公路护栏用钢预计为170万吨。 高品质公路护栏护栏用钢待公路护栏作为高速公路的重要设施,其选材和结构设计直接影响到它所能够提供的保障程度。护栏的主要功能是防止车辆越出路外或穿越分隔带,从而降低事故发生的严重性,这就要求护栏具有足够的力学强度来抵挡车辆的碰撞,同时又能保护人员免受伤害。


另外,近日央行连续8日暂停逆回购操作,流动性分层仍未完全缓解,除此之外,市场基本面暂无重大影响消息,故今日整体价格波动不是很明显。不过,截至午盘,反转回落明显,市场交投问询氛围下降,据了解,或是受市场传闻监管层已去永安调研,河道桥梁护栏应声下跌,使市场情绪有所变化,而就此传言有记者向永安求证,对方明确回应:近期没有监管层去永安调研了解情况,公司也不存在恶意操纵市场的嫌疑。综合来看,在市场利空炒作不断以及供强弱需之下,河道桥梁护栏市场或呈弱势盘整态势。不锈钢复合管护栏是一种比较重要的护栏类型,它的功能和主要的优势是在各种的场合中进行发挥出来的,尤其是在道路,河道,园林中发挥出来不可替代的作用和优势,不锈钢复合管护栏是重要的护栏类型,一般是不会生锈的,但是在很多的情况下也是会生锈的,这主要是因为它的制作的技术和构成的成分不达标,外表处理不合格要引起的。 不锈钢复合管护栏外表尽管看上去非常润滑,可是长期在湿润的空气中运用,会使栏杆外表存积着富含别的金属元素的粉尘或异类金属颗粒的附着物,再加上湿度的效果,附着物与不锈钢栏杆之间间的发生冷凝水,将二者连成一个微电池,然后引起了电化学反应,不锈钢保护膜受到破坏,称之谓电化学腐蚀。 不锈钢复合管护栏的外表粘附有机物汁液(如瓜菜、面汤、痰等),在有水氧的效果下,构成有机酸,有机物长期得不到清洁,则会使有机酸对金属外表的发生腐蚀。别的,不锈钢外表粘附富含酸、碱、盐类物质(如装饰墙面的碱水、石灰水喷溅),导致部分腐蚀。在有污染的空气中(如富含大量硫化物、氧化碳、氧化氮的大气),遇冷凝水,构成硫酸、、醋酸液点,导致化学腐蚀。



不要贪图便宜买一些质量不合格的铁制设施就行了。为延长户外铁艺设施的寿命,还应做到以下几点:防撞护栏立柱避免磕碰。这是铁艺制品先要注意到的一点,铁艺制品在搬运过程中应小心轻放;放置铁艺制品的地方应是硬物不常碰到的地方;放置铁艺制品的地面还应保持平整,铁艺护栏在安装时应保证其牢固,若摇晃不稳,日久会使铁艺护栏产生变形,影响铁艺护栏的使用寿命。要定期除尘。户外尘埃飞扬,日积月累,铁艺设施上会落上一层浮尘。它会影响铁艺的色泽,进而导致铁艺保护膜的破损。所以应定期擦拭户外铁艺设施,一般以柔软件的棉织品擦拭为好。防撞护栏立柱要注意防潮。如果只是一般的户外空气湿度,您可以放心铁艺护栏的防锈性。如逢大雾天气,应用干棉布擦拭铁艺上的水珠;若逢雨天,应于雨停后及时把水珠擦干。 因我国大部分地区酸雨肆虐,雨后应立即把残留在铁艺上的雨水擦干。远离酸碱酸碱是铁艺护栏的“头号”.铁艺护栏上若不慎沾上酸(如硫酸、食醋)、碱(如甲碱、肥皂水、苏打水),应立即用清水把污处冲净,再用干棉布擦干。锈迹如果铁艺护栏生了锈,不要自作主张用砂纸打磨。锈迹较小较浅的,可用棉纱蘸机油涂于锈处,稍候片刻,用布揩擦便可锈迹。若锈迹已经扩大变重,则应请有关技术人员来维修。不锈钢复合管采用了优质的材质和先进的生产工艺,使之具有更高的耐压性能。同时,该复合管具有优良的柔性,适用于长距离埋地用供水、输气管道系统。不锈钢复合管施工都要有详细的计划和安排,一点也马虎不得,一般的不锈钢复合管工程动辄上百万甚至上千万,如果没有做好计划***盲目的去施工,那么所造成的损失是不可计量的,所以施工前要有详细的施工方案。



立佳金属制品有限公司始建于2018年,厂家现位于定海工业园区,厂家技术力量雄厚,生产检测设备先进,人力资源充沛,管理方法科学,【镀锌喷塑防撞栏、】产品质量稳定可靠,售后服务完善,是一家集科研、开发、销售、服务为一体的大型综合性【镀锌喷塑防撞栏、】企业。






 扫一扫
扫一扫